Kategooriad
Eesti
|
Võrreldes suurte andmetega, VR ja tehisintellektiga, 3D trükkimine tänapäeval ei ole tegelikult väga uus tehnoloogia.Selle tehnoloogia ajalugu on rohkem kui 30-aastane.
Kui palju eeliseid on metalli 3D trükkimisel?Millised on erinevused erinevate metallist 3D trükitehnoloogiate vahel trükimaterjalide ja metallurgia valdkonnas?Selles numbris, 3D Science Valley ja Gu, kogete metallurgiat ja töötlusteadust metalli D trükkimisel.

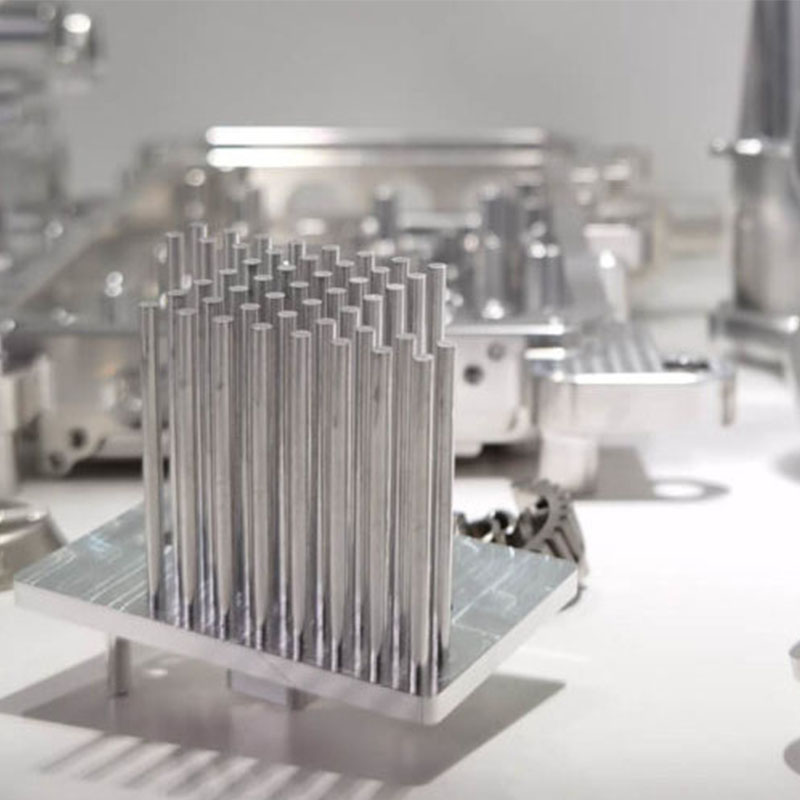
Trükitud metall
Päritolu ja järgmised sammud
Üks varasemaid 3D trükitehnoloogiaid, mis on seotud metallilisandi tootmisega, oli SLS-selec&\\ 35; 116; laserpaagutamistehnoloogia, mida kasutati tol ajal plastilise pulbri paagutamiseks.Ja 1990-ndatel mõistsid Manriquez-Frayre ja Bourell metallitoodete trükkimist SLS tehnoloogia abil.

Täna, kui me räägime metalli 3D trükkimine, me tavaliselt viidata SLM-selektiivne laser sulamise tehnoloogia, ja SLS tehnoloogia on rohkem kasutatud paagutada materjale, v.a metalli.

SLM tehnoloogia on nii põnev, et me ignoreerime teist 3D printimise tehnoloogia DED-otsene energia depositsiooni tehnoloogia, mis kasutab elektronkiir, plasma või laser sulatada metalltraat/pulber ja keevitada metallitoode sulgeda Manufacturing neto kuju.

Selektiivse laserpaagutamise (SLS) tehnoloogiat rakendas 1984. aastal dr Carl Deckard Texase Ülikoolist Austinis ja Dr. Joe Beanman, ülikooli konsultant.3D Systems omandas selle tehnoloogia DTM-st omandamise teel, kuid pärast patendi kehtivuse lõppemist 2014-s, hiljuti väljatöötatud 3D printerite tootjad, mille eesmärk oli muuta SLS-i, mis on kallis tööstuslik trükkimisprotsess, altarilt maha.

SLM seleci ja\#116 asutamispatent; laser sulatamine pärineb laseritehnoloogia uurimisinstituudist, mis on Saksamaa Fraunhoferi instituudi omandis, ning selle patendi kehtivusaeg on detsembris 2016.EOS käivitas esimese kaubandusliku SLM-seadme 1995-s ning sai õiguse kasutada SLS-tehnoloogiapatenti, hankides 3D Systems’i patendiloa.Teine ettevõte, Arcam, sai õiguse kasutada EBM tehnoloogiat Adersson & Larsson&\#39;s’s patent 2000-s ja käivitas esimese kaubandusliku EBM-trükiseadme 2002-s.

Pärast algsete 3D printimisseadmete patentide täielikku aegumist, samuti metallitöötluse protsessi kontrolli, pulbritehnoloogia arengut ning Arcami ja Concept laseri omandamist GE poolt on ka metalliline 3D trükkimine toonud kaasa küpse perioodi.Greg Morrise s õnul suurendab GE&\#39/s additive tootmise juht GE 3D trükkimise kiirust 2–3 aasta jooksul ning loodab saavutada 100 korda praeguse kiiruse tulevikus.Tänu seadmete töötlemise tehnoloogia arendamisele, materjalide koostööle ja hindade ratsionaliseerimisele on metalli 3D trükkimisel kindlasti laiem tee industrialiseerimise valdkonnas. Artikkel ühel lehelTöötlemis- ja rakenduspoolte jaoks on sellise tehnoloogilise laine saavutamiseks muutunud vajalikuks kursuseks metalli 3D trükkimise metallurgilise töötlemise mõistmine.

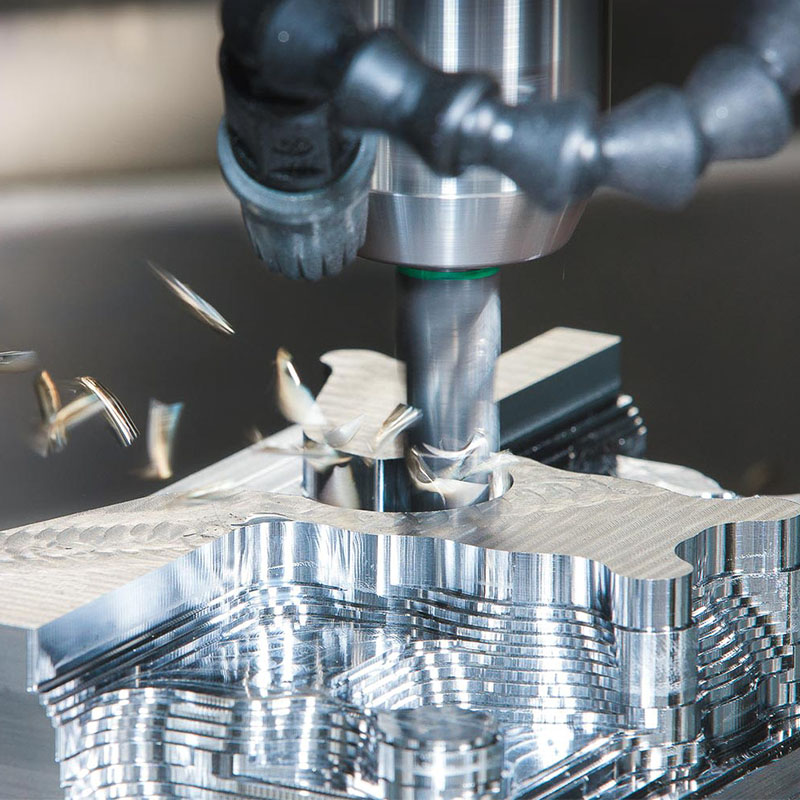
Tõepoolest, metalli töötlemise käigus juhtub palju peeneid asju.Võtame näiteks SLM selec&\#116;vent laser sulamise tehnoloogia.Pulbri laseri sulamise käigus loob iga laser-punkt miniatuurse sulanud basseini, alates pulbri sulatamisest kuni selle jahutamiseni tahke struktuuriks, pinna suuruse ja energia tekitatud soojuse suuruse. Selle suuruse järgi määratakse kindlaks selle miniatuurse sulatusahju suurus, mis mõjutab selle osa mikrokristalset struktuuri.Lisaks sellele tuleb pulbri sulatamiseks materjali üle kanda piisavalt laserenergiat, et pulbrit keskosas sulatada, luues sellega täiesti tiheda osa, kuid samal ajal kuumuse juhtivus ületab laserlaigu ümbermõõdu ja mõjutab ümbritsevat pulbrit.Poolsulanud pulber ilmub, mille tulemuseks on poorid.
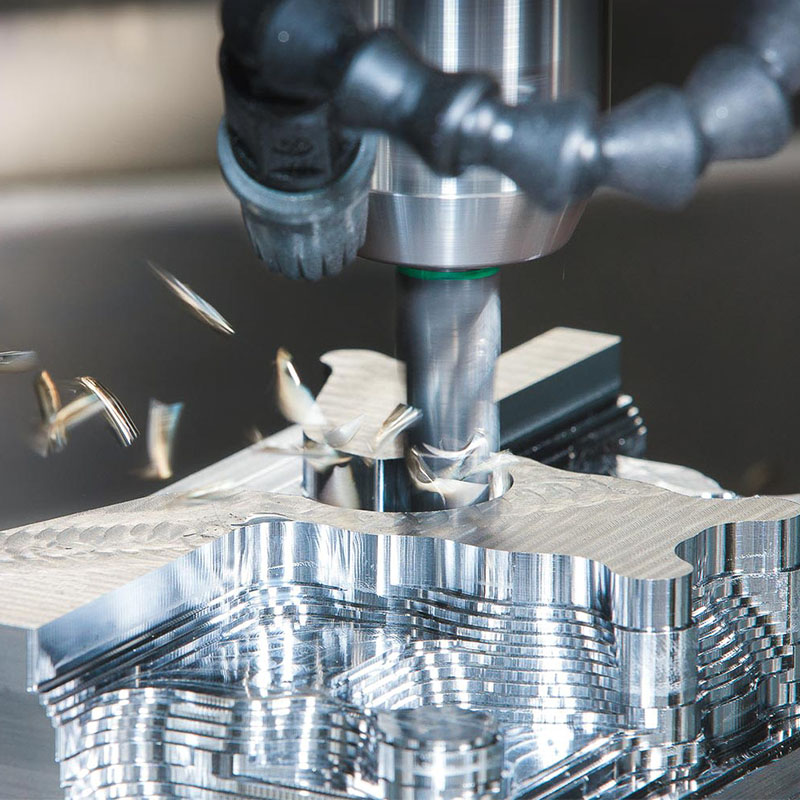
Seadmeväljalt, et saavutada laserpositsioneerimine ja fookustamine, vastavalt 3D Science Valley turu uuringutele, kasutatakse enamikus laseri sulatussüsteemides galvanomeetri skaneerimise galvanomeetreid.Viimane tehnoloogia on dünaamiline fookussüsteemi süsteem, mis möödub laserkiire joonest Galva galvanomeetrist ülesvoolu.Aseta keskele väiksem objektiiv, et reguleerida optilise süsteemi fookuskaugust. Objekti fookuskaugus
Rakenduse poole puhul on lisaks jäikadele tingimustele, nagu seadmete konfiguratsioon, metallurgiline jõudlus seotud ka paljude tingimustega metalli 3D trükkimise protsessis.Töötlemisparameetrite, pulbri kvaliteedi ja osakeste tingimuste seadmine, inertse atmosfääri kontrollimine töötlemise ajal, laserskaneerimise strateegia, laserlaigu suurus ja kontakt pulbriga, sulanud basseini ja jahutuse kontroll jne annavad erinevad metallurgilised tulemused.

Üldiselt, mida kiirem töötlemine, seda suurem pinnakaredus, mis on kaks seotud muutujad üks teise järel.Lisaks sellele on jääkstress DED ja SLM töötlemise tehnoloogia ühine teema ning jääkstress mõjutab järeltöötluse ja mehaanilise jõudluse parameetreid.Kuid vastavalt 3D Science Valley turu teadustöö, mis põhineb suutlikkusel kontrollida metallurgia, jääkstressi saab kasutada ka aidata kaasa taaskristalliseerimise ja kujundamise trahvi tasakaalustatud kristallstruktuure.
Viimase viie aasta jooksul on tehtud palju edusamme, et mõista metallitrükkimise protsessi mikrostruktuuri ja uute sulamite töötlemise omaduste mõistmist.Samal ajal on täheldatud ka mikrostruktuuri heterogeensust.Sellega seoses kasutatakse iseloomustustegevust (kolumm, kõrge orientatsioon, poorsus jne) metallurgia töötlemise edasiseks mõistmiseks, mis mitte ainult ei paranda metalli 3D trükkimise protsessi kontrollivõimet, vaid esitatakse ka uued nõuded materjali ettevalmistamiseks ja töötlemisele.

Töö nimetus: Product manager
Osakond: Market Department
Ettevõtte telefon: +86 021-59150215
E-post: Võta meiega ühendust
Mobiiltelefon: +86 13817160919
Veebisait: lanzhusuperalloy.estb2b.com
Aadress: No. 2800 Caoxin Road, Xuhang Town, Jiading District, Shanghai

































 Kasutaja sisselogimine
Kasutaja sisselogimine