Kategooriad
Eesti
|
Sõltuvalt põletuse põhjusest, nagu näiteks mehaaniline, hallitus või vormimise tingimused, lahus võib erineda.
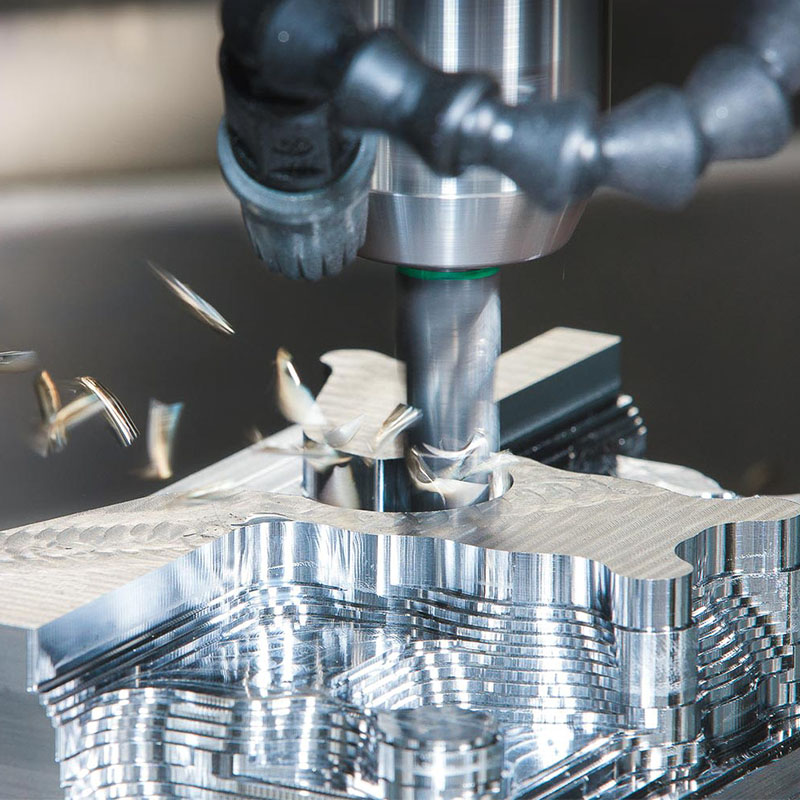
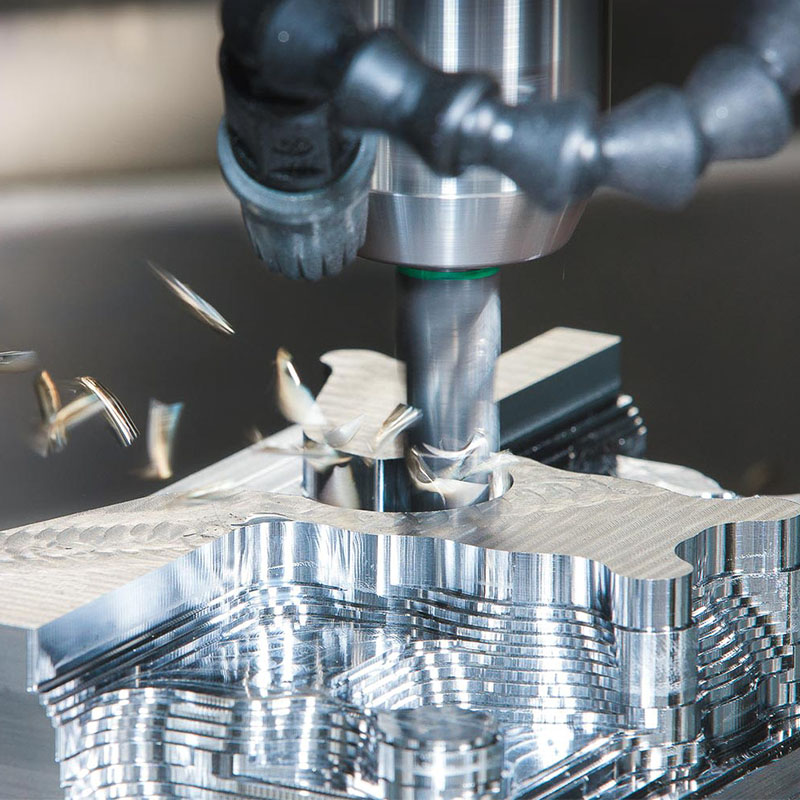
1) Mehaanilistel põhjustel, näiteks kuumeneb materjalisilinder ebatavaliste tingimuste tõttu üle ning vaik laguneb kõrgel temperatuuril ja pihustatakse pärast põletusi tootesse; või vaigu liikumapanev voog on põhjustatud düüsist, kruviniit, kontrollklapp ja muud materjaliplaadi osad ning vaik tuuakse sissetoode pärast lagunemist ja värvimuutust, ja on mustad ja pruunid põletusarmid tootes. Sel ajal tuleb puhastada pihusti, kruvi ja tünn.
2) Hallituse põhjustab peamiselt halb heitgaasi. See põletus tavaliselt toimub fikseeritud kohas ja on kergesti eristatav esimesest tingimusest. Sel ajal tuleks tähelepanu pöörata selliste meetmete võtmisele nagu heitgaasi pesa tagasiulatuva väljalasketoru lisamine.
3) Vormindamise olukorras, kui tagumine rõhk on üle 300MPa, kuumeneb tünni osa üle ja põhjustab põletusi. Kui kruvikiirus on liiga suur, tekitab see ka ülekuumenemist, üldiselt vahemikus 40 ~90r/min on parem. Ülekuumutatud gaasipõletusi võib põhjustada, kui sissepritse kiirus on liiga suur, kui väljalasketoru ei ole või kui heitgaasipesa on väike.
Plastmassist riistvara toodete juhtiv kaubamärk! Kliendi number: 1368607640. Uuenda praktilist tehnoloogiat, et aidata klientidel edu saavutada

Ettevõtte telefon: 13686076396
E-post: Võta meiega ühendust
Mobiiltelefon: 13686076396
Veebisait: lixing.estb2b.com
Aadress: 18 Jinxia road, Shixia village, Dalang Town, Dongguan

































 Kasutaja sisselogimine
Kasutaja sisselogimine