Kategooriad
Eesti
|
Söödalisandi tootmiseks kasutatavate metallipulbrite füüsikalised omadused on muu hulgas lahtine tihedus, stepptihedus, voolavus jne. Kui nende omaduste muutusi ei võeta arvesse, võivad samad protsessi parameetrid olla täiesti erinevad pulbri suuruse jaotusega trükitud osade omadustest.
Käesolevas artiklis käsitletakse Metallpulbrite füüsikaliste omaduste määramise meetodid, mis on saadud eelnevate pulbri keemilise koostise määramise meetodite põhjal.
Kaks.Metallpulbri füüsikaliste omaduste kontrollimine
(1) Lahtine tihedus
Pulber langeb lahtises olekus teadaoleva mahuga topsi ja mõõdetud mass ühiku ruumala kohta on nimetatud pulbri tiheduse suurteks elementideks.Pulbri tihedus on üldine jõudlus, mida mõjutavad sellised tegurid nagu pulbri suurus, osakeste suuruse jaotumine, osakeste kuju ja osakeste poorid.Siin on kaks mugavamat meetodit mõõta lõtv tihedus.
Funnelli meetod: pulber kukub lehtri august teatud kõrgusel vabalt välja, et täita mahuti teatava mahuga, ning seejärel mõõdetakse mahutis oleva pulbri mass.Mõõtevahend on esitatud joonisel 1.See meetod on lihtne ja kiire, kuid see ei saa mõõta pulber halb voolavus.
Kellele
SCOT mahutavuse mõõdik: metallipulbri puhul, mis ei saa vabalt läbi lehtri voolata, mille lehtri läbimõõt on lehtri meetodis 5mm, tuleks kasutada SCOT konteineri meetodit.Standardil GB 1479.2-2011 on viide selle seadme kasutamisele (Scotti võimsus vt joonis 2).Pulber voolab läbi ekraani ülalt kuni alloleva veeruni.Kolonni kalduv segaja võib pulbri täielikult hajutada ja vältida pulbri aglomeerumist.Mõõdetud lahtine tihedus on täpsem.See sobib eriti ultrapeene pulbri, märgpulbri, vähese voolavusega puudrite, näiteks magnetpulbrite, jaoks, mida saab kasutada 3D trükkimiseks kasutatavate metallipulbrite tavapäraseks tootmiseks.
(2) Kraanitihedus
Metallpulbri kraani tihedus tähendab teatud koguse pulbri pakkimist mahutisse ja vibreeriva seadme kaudu (nagu joonisel 3 näidatud) vibreerimist, kuni pulbri maht enam ei vähene.Pulbri mass on jagatud plaaditud mahuga, et saada selle kraani tihedus.
Riiklikus standardis GB/T 5162-2006 on konkreetsed eeskirjad metallipulbrite kraani tiheduse mõõtmise kohta.Seda meetodit saab kasutada 3D metalliprintimise pulbrite puhul.Lõplik tulemus esitatakse, mõõtes kolm korda ja võttes aritmeetilise keskmise väärtuse.Üldiselt on stepptihedus 20%50% suurem kui lahtine tihedus.Söödalisandi tootmiseks ettenähtud pulbrite puhul, sest " väiksem sildamine " kerakujuliste metallipulbrite vahel on puistustihedus üldiselt suurem kui korrapäratult vormitud pulbri tihedus.
Joonis 3 Tapsustiheduse testija
(3) Likviidsus
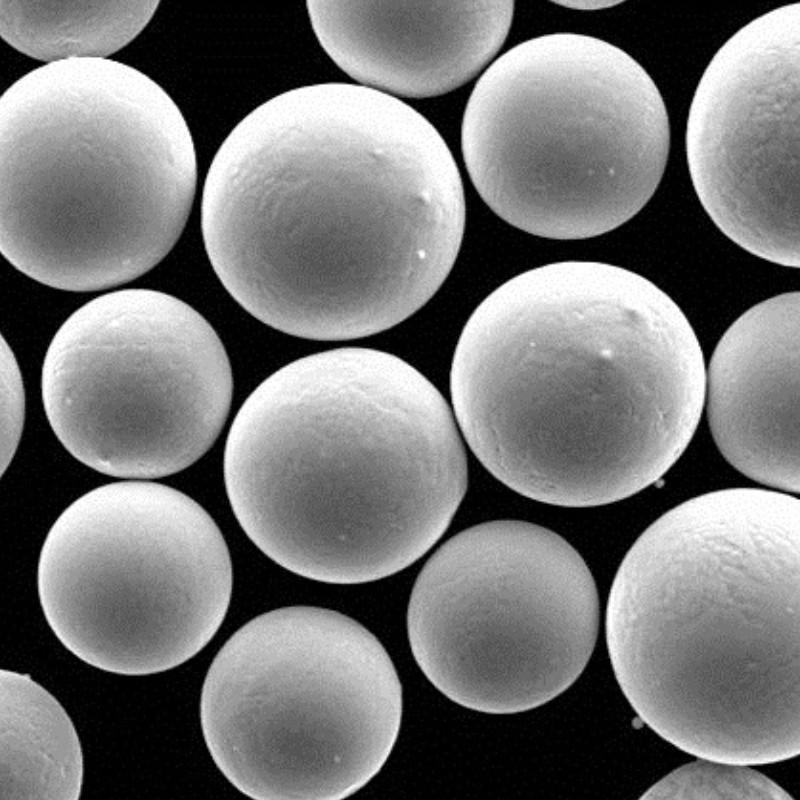
Pulbri voolavus seisneb pulbri võimes täita mahuti teatud kujuga ning sfääriline pulber võib parandada pulbri voolavust, et saavutada kõrge kvaliteediga pulbri siledus ja siledus.Mõjuvad tegurid on osakeste kuju, osakeste suuruse kombinatsioon, suhteline tihedus ja adhesioon osakeste vahel.Näiteks, mida suurem on osake, mida korrapärasem on kuju, seda väiksem on peene pulbri osakaal osakeste suuruse koostises, suhteline tihedus on suurenenud ning mida vähem pinnaala vett ja gaasi adsorbeerib, seda parem on vedelus.Lisaks sellele on voolavus seotud ka pulbri üldise tihedusega.Üldiselt, mida suurem on pulbri tihedus, seda parem on selle voolavus.
Metallpulbrite voolavuse puhul on tavaliselt kaks iseloomulikku meetodit: halli voolukiirus ja repode nurk.
Halli voolukiirus
Metallpulbri halli voolavus viitab ajale, mis on vajalik selleks, et 50g metallipulbrit voolaks läbi standardse suurusega lehtri augu, ja ühik on (s/50g).Vastastikune on pulbri mass, mis voolab välja ühiku aja kohta, mida nimetatakse voolukiiruseks.Likviidsuse praegune siseriiklik mõõtmine toimub vastavalt standardile GB/T 1482-2010 ning seade on esitatud joonisel 4.
Roomaja nurk
Pulbrite puhul, mis ei saa standardset lehtrit sujuvalt läbida, kasutatakse tavaliselt repote nurka pulbri voolavuse iseloomustamiseks.
Metalli pulbri reponurga mõõtmine viitab sellele, et " GB/T 16913 Põrmu füüsilise omaduse katsemeetod Repoosi nurga määramine " Jah.Pulber süstitakse lehtrist horisontaalsesse salve piiratud alumise pinna meetodiga ning mõõdetakse akuutset nurka tolmu kogunemise nõlva ja alumise horisontaalse tasapinna vahel.Üldiselt peab metallipulbri repode nurk olema °.

Töö nimetus: Product manager
Osakond: Market Department
Ettevõtte telefon: +86 021-59150215
E-post: Võta meiega ühendust
Mobiiltelefon: +86 13817160919
Veebisait: lanzhusuperalloy.estb2b.com
Aadress: No. 2800 Caoxin Road, Xuhang Town, Jiading District, Shanghai

































 Kasutaja sisselogimine
Kasutaja sisselogimine